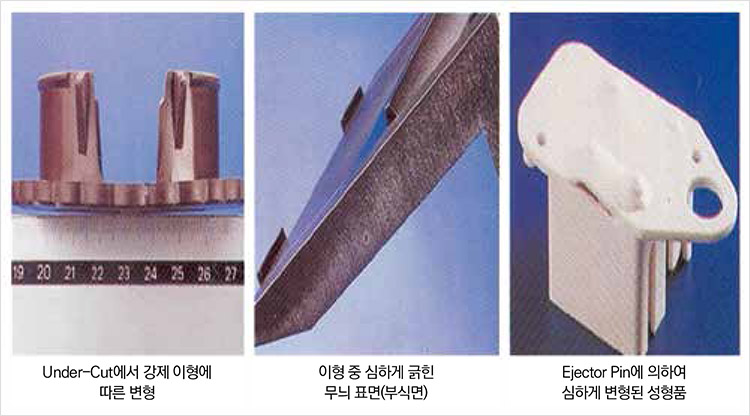
자료제공: 우진플라임기술교육원(http://woojinplaimm.or.kr)< 성형품에 나타날 수 있는 불량의 종류 >12. Scratch, Deformation, Crack (긁힘, 변형, 균열)손상의 정도에 따라서 긁힘, 변형, 균열로 구분한다. 성형품의 긁힘/변형/균열은 이형 시 Ejector Pin에 의하여 일어나는 변형과 내부 압력의 완화또는 수축으로 일어나는 변형을 말한다. 변형도 면에 평행방향 변형을 휨(Warp), 대각선 방향의 변형을 뒤틀림(Twist)이라 하며 변형이 심하게 진행된 경우에는 균열도 발생함.< 원인 및 대책 >변형은 금형 자체의 불량이나 잔류 응력, 이형 시 이형력에 의하여 대부분 발생하며, 금형 내에서 냉각이 불충분한 상태에서 이형 시에도 많이 발생한다.13. Surface desquamation (표층 박리)수지의 층이 균일하게 결합되지 못하여 박리가 발생한다. 이는 Sprue Runner & Gate 부위 또는 성형품 상에서 발생할 수 있고, 조건에 따라 면적이 크고 두꺼울 수도 있고, 면적이 작고 얇을 수도 있다.< 원인 및 대책 >표면층 박리는 박리현상이 발생하는 부위의 표피층 결합이 충분하지 못하기 때문이다. 사출 성형품은 다른 유동 효과와 냉각 조건에 따라 여러 층이 형성되며, 전단응력과 수지의 불 균형성 때문에 이들 층의 결합이 약화하여 표피층의 박리가 시작된다. 사출 속도가 빠르거나, 수지의 온도가 높을 때 발생한다. 상호 혼합이 안 되는 착색제 또는 마스터 배치 사용, 예비 건조가 불충분해도 발생한다. 또한, 사출성형기의 가소화 장치에서 용융이 불충분하여 발생하는 때도 있다. 14. Cold Slag (식은 수지 저장공간)냉각된 수지가 Nozzle(Hot Runner도 동일)을 통하여 사출되면서 제품 표면에 혜성 꼬리와 같은 자국을 만든다. 이들은 Gate 주변 또는 성형품의 넓은 범위에 걸쳐서 나타날 수 있다. 또 Cold Slag가 Runner를 통하여 성형품으로 들어갈 때 Weld Line을 발생시키며 정체된 Cold Slag가 Cold Flow Line을 발생시키는 때도 있다.< 원인 >Cold Slag은 사출성형 공정 중 사출 공정 후 보압 공정에서 이루어지기 시작하여 차기 사출 과정이 시작되기 전까지 형성이 된다. 형성된 Cold Slag은 수지 통로인 Runner를 막아서 수지를 분리시킨다. Cold Slag가 다시 용융되지 않으면 해성의 꼬리와 같은 자국을 만들고, 이것이 성형품에 퍼질 수 있으며, 그 결과 Weld Line과 같은 Cold Slag Line이라는 성형 결함으로 나타난다. Cold Slag는 Nozzle 온도제어 불량 또는 가소화 Unit 후퇴 지연에 의해 발생하기도 하며 작은 Nozzle 직경도 불리한 영향을 미친다.
편집부
2021-01-03