기술과 솔루션




사출성형조건의 기본원칙과 체계적인 금형 시험 Injection Molding Basic & Systematic Mold Proving
작성자 : 편집부
2021-08-16 |
조회 : 9945
3. 사출성형조건의 기본원칙
1) 쿠션과 보압절환점
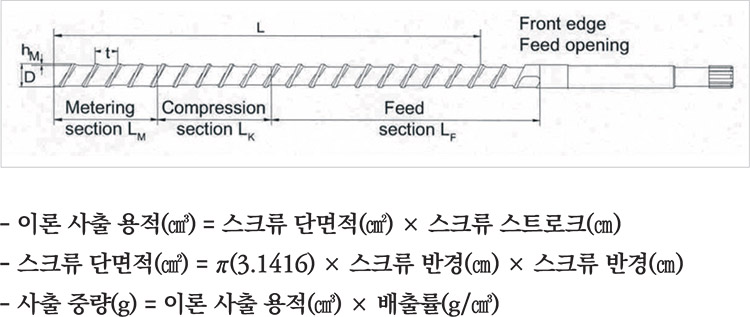
사출성형기의 사출성형에서는 사출장치의 스크류 직경(㎜)이 제일 중요하다.
즉, 이 스크류 직경(D)과 스크류(계량) 스트로크(S)에 의해서 이론 사출 용적이 계산된다.
그리고 사출성형에서 더욱 중요한 사출 압력과 사출 속도도 이 스크류 직경에 의해서 결정되고 변경된다. 이 사출 압력은 일반적으로 설정하는 유압 압력이 아니라 사출 실린더와 스크류 직경과 유압 압력에 따라서 변경되는 스크류 선단에 걸리는 이론 사출 압력을 의미한다. 하지만 이 스크류 직경이 누구나 다 알고 있는 위에서 언급한 내용 만에 국한되지 않는다.
쿠션은 사출 충진이 진행되고 보압이 완료되는 시점에서의 스크류의 최종위치를 뜻한다. 간단히 얘기하면 이 쿠션 위치도 스크류 직경(D)에 의해서 결정된다. 즉, 스크류 직경의 10~20% 사이에 위치하는 것이 좋다. 한 예로 스크류 직경이 50㎜이면 5~10㎜ 사이에서 쿠션이 잡히면 좋다는 것이다.
그러나 더욱 중요한 것이 있다. 스크류 위치로 표시하는 보압절환점(위치)이다. 사출 충진이 시작된 후 보압절환을 스크류의 어느 시점(위치)에서 시작하여 보압이 진행되고, 종료된 후 쿠션이 완료되는지가 관건이다. 계량량(사출량)을 중량으로 따졌을 때 98%는 사출 충진으로, 나머지 2%는 보압으로 제품의 치수와 중량, 그리고 수축 등을 잡으면서 원하는 품질을 만들고 재현성을 유지하는 것이다.
즉, 사출 중량의 98%는 사출로 충진시키고 난 후 보압절환점(위치)에 의해서 보압절환이 이루어진 후, 나머지 2%의 량으로 보압을 진행해야 한다는 것이다.
사출량의 98%에 상당하는 보압절환점을 알아내는 방법으로는, 사출물의 중량을 측정하여 스크류의 거리로 환산하는 방식과 시험 초기에 보안 동작 없이 보압절환점(위치)을 점진적으로 줄이면서 사출하는 방식인 부분 사출을 병행으로 실시하여 98%에 상당하는 보압절환점(위치)을 결정한다.
예로 스크류 직경이 50㎜인 경우 사출 중량의 쇼트 사이즈가 100㎜이고, 쿠션을 스크류 위치 8㎜에서 유지하려고 한다면 계량 완료 위치는 8+100 = 108㎜가 되어야 100㎜의 양을 사출하고 계량할 수 있다. 여기서 사출 중량과 스크류 거리의 백분율은 일치한다.
즉, 토털 쇼트 사이즈 100㎜의 98%는 98㎜이고 2%는 2㎜가 되므로, 원하는 쿠션량 8㎜에 2%의 중량 2㎜를 더하면 최적의 보압절환 위치는 10㎜가 된다.
보압절환 위치를 10㎜에 설정하게 되면 108㎜에서 사출을 시작하여 보압절환 위치 10㎜까지 98%인 98㎜가 충진된 후에 보압으로 절환되어 나머지 2%인 2㎜ 정도 설정한 보압 시간과 압력으로 사출 중량을 보충하면서 제품의 중량과 치수, 그리고 수축 등으로 외관 품질을 최종 보완하는 사출 보압 공정이 종료되는 것이다.
쿠션이 방석을 뜻하는 것처럼 변화가 있다는 것을 의미한다. 이 쿠션의 변화는 재료, 금형과 가열 실린더 등의 온도 변화에 대해서 사출성형기의 사출 압력의 변화로서 일정한 중량과 치수 등의 재현성 있는 성형품을 만들어 주기 위한 것이다. 따라서 성형품 중량의 크기에 따라서 쿠션의 변화량도 커지는 것은 당연한 것이다.
(성형품 중량을 기준으로 허용 편차가 만약 사출 중량 대비 1.0%의 허용치를 갖고 있다면, 스크류 직경 50㎜와 계량 스트로크(쇼트 사이즈) 100㎜인 성형품의 사용재료 PC(배출률 1.04(g/㎤)) 기준으로 성형품의 중량을 산출하면 204g(= π(3.1416) × 2.5(㎝) × 2.5(㎝) × 10(㎝) × 1.04(g/㎤))이므로 허용치 1.0%는 대략 2g 이내의 편차가 발생되어야 한다.)
2) 석백량과 배압의 중요성
여기에 마지막으로 가장 중요한 계량 후 석백량을 스크류 직경의 10%만큼 설정해 주어야만 매 쇼트마다 NRV(Screw Head Assembly) CHECK RING의 동작과 위치를 동일하도록 하여 일정한 계량량과 사출량을 유지하여 쿠션량의 편차를 줄여 줄 수 있다.

한 예로 스크류 직경이 50㎜이면 계량 완료 후 석백량을 최소 5㎜로 설정해 주어야 한다. 계량과 석백 후 스크류의 최종위치는 계량량 108㎜에 석백량 5㎜를 더하면 113㎜이고, 여기서부터 사출이 시작되는데 석백량은 제품의 중량에는 영향을 미치지 않는다.
특수한 플라스틱재료(특히 재생품 혹은 GF 같은 첨가제 사용)나 핫런너와 밸브 게이트를 사용하는 금형과 이에 관련된 온도 등 여러 요인으로 쿠션량의 변화가 심할 때 위에서 언급한 계량 후 석백량을 스크류 직경의 10%만큼 설정해 주면 탁월한 효과를 볼 수 있다.
밸브 게이트를 사용하는 경우 일반적으로 석백을 사용하지 않는 것으로 알고 있으나, 성형품의 중량과 쿠션의 변화를 적게 하기 위해서는 석백량을 반드시 설정해야 한다.
마지막으로, 계량 중 동시에 동작하는 배압은 전혀 사용하지 않는 것보다는 배압이 필요 없는 경우에라도 어느 정도 즉 3~5kg/㎠(bar)를 사용하는 것이 계량량을 일정하게 해주고 가스를 방출시켜주는 등 주요한 역할을 해 준다. 물론 가장 중요한 재료의 용융과 믹싱 효과를 상승시켜주기 위해서는 당연히 배압을 최적으로 설정해 주어야 한다.
위에서 언급한 내용은 사출기의 성능과 품질이 최적인 상태에서의 가장 기본적인 사출성형 조건설정의 원칙에 관해서 얘기한 것이다.
하지만 쿠션량의 변화가 심한 것은 사출성형 중인 복잡한 특정 성형품의 금형에 장착된 많은 핫런너와 밸브 게이트의 Unbalance와 Control 등의 문제일 가능성도 배제할 수 없다.
3) 계량 스트로크의 중요성
사출 성형품의 가장 기본적인 품질은 성형품의 중량과 치수를 일정하게 유지하는 것이 최우선이다.
즉, 일차적으로는 계량(중)량이 일정해야 한다. 이는 플라스틱 재료가 가열 실린더로 일정하게 공급되어야 한다는 것인데, 공급되는 플라스틱 재료 상태, 수지 공급부 온도와 실린더 및 금형의 온도, 그리고 그 프로파일이 제대로 설정되어 일정하게 유지되어야 하는 것은 가장 기본이 되는 사안이다.
그리고 사출성형 프로세스의 기본원칙은 온도와 압력 간의 상관관계인데, 위에서 언급한 재료와 온도의 일정한 조건 하에서 계량과 사출에 필요한 적정 배압과 사출 압력의 설정 또한 중요하다. 사출과 계량 프로세스에서의 속도와 압력 등의 급격한 변화로 인한 전단 열을 줄여주는 것도 반드시 필요하다.
결론은 계량량과 사출량을 매 쇼트마다 일정하게 해주어야 하는데, 여기서 가장 중요한 역할을 하는 부품이 NRV(Screw Head Assembly) CHECK RING의 동작과 위치의 재현성이다. 이 NRV CHECK RING의 위치가 매 쇼트마다 사출과 계량 시에 항상 동일한 위치에 있어야만 일정한 양이 계량되고 사출될 수 있는 기본 조건이 되는 것이다.
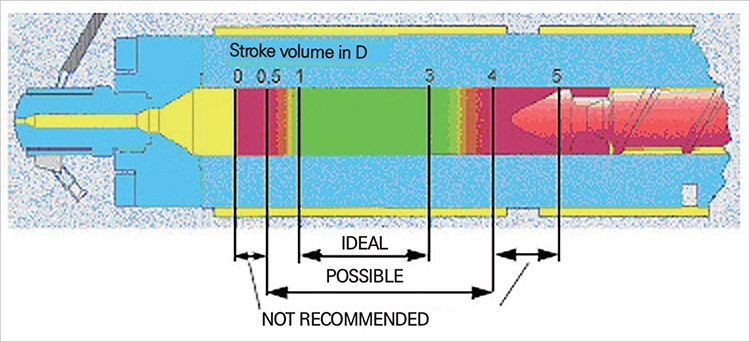
더구나 사출 성형품의 중량과 치수 재현성을 확보하기 위해서는 최소 계량(사출)량이 스크류 직경의 1D 이상, 그리고 최대 계량(사출)량이 스크류 직경의 3D 이하가 되어야 한다는 것이 성형품의 재현성을 위한 중요한 프로세스 원칙 중의 하나임을 알고 있어야 한다.
계량량은 한 사이클 내의 스크류의 전 스트로크이다. 이 선택한 계량 스트로크가 스크류 직경대비 상대적으로 너무 적거나 너무 큰 경우 열적 문제나 표면 불량이 발생할 수 있다.
계량 스트로크가 스크류 직경보다 작은 경우의 단점(1D)
* 열적으로 민감한 플라스틱에 긴 체류시간을 제공
* 상대적으로 긴 반응시간이 소요되며, 역류방지밸브(CHECK RING)의 반응시간 편차 발생
계량 스트로크가 스크류 직경보다 3배 이상인 경우의 단점(3D)
* 완전히 용융되지 않은 재료에 의한 줄 발생
* 기포 발생
* 열적으로 불 균일한 용융상태
4) 가열 실린더 온도 설정 방법
이 계량 스트로크와 관련하여 중요한 것이 가열 실린더의 온도인데 이는 가열 실린더의 길이 방향 구멍(런너 근처의 노즐에서) 근처에서 측정한 온도이다. 운전에 따라 재료용융에 필요한 에너지의 60에서 85%까지가 구동 에너지에 의해서 발생하지만, 이 용융온도는 실린더 벽 온도 특히 후열 2개 존에 의해서 강한 영향을 줄 수 있다.

하지만 가열 실린더의 온도는 초기에 평균 추천 값으로 시작되어야 하나 아래와 같이 세 가지의 다른 설정 방법이 있다.
열적으로 민감한 플라스틱 재료에 있어 용융재료에 열을 적게 가하기 위해 노즐 방향으로 증가하는 온도 프로파일을 사용한다. 이 프로파일은 용융재료의 잔류시간이 긴 경우 유리하다.
노즐 방향으로 증가하다 감소하는 온도 프로파일을 사용하는 경우는 오픈 노즐을 사용하는 경우 다음과 같은 현상을 방지하기 위해 사용한다.
용융재료에 좀 더 많은 열을 전달하기 위해 호퍼 부에서 노즐 방향으로 약간 감소하는 온도 프로파일을 사용하는 경우는 다음과 같다.
또한, 수지 공급부의 온도제어는 공급성능과 성형재료 이송의 안정성을 위해 결정적이다. 재료 입자와 실린더 벽 사이의 마찰률이 온도에 의존하므로, 이곳의 온도제어가 해당 운전조건과 마찰에 관한 환경에 적합해야 한다.
하지만 마찰 동작을 알지 못할 때 수지 공급부의 최적온도는 기계를 설정할 때 결정되어야 한다. 여기서 스크류 스트로크에 의한 공급성능의 가이드로서 일정한 계량 용량이 고려될 수 있다.
이 수지 공급부 온도도 평균 추천 값으로 시작하고, 가소화 시간이 매 쇼트 별로 일정한지 점검할 것을 추천한다. 그렇지 않을 경우엔 가능한 수지 공급부 온도의 점진적 변화가 보다 좋은 기계 설정을 유도한다.