기술과 솔루션




사출성형 금형에 대하여 - 3단 금형
작성자 : 취재부
2021-08-31 |
조회 : 6641
자료제공: 우진플라임 기술교육원 / 교수 한선근
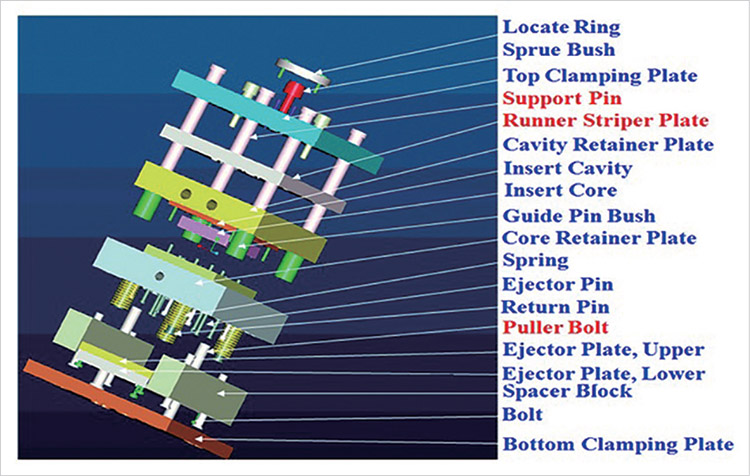
1. 3단 금형
기본적인 명칭과 용도는 2단 금형과 동일하며, 아래에 열거된 부품이 추가된다.
① 서포트 핀 (Support Pin)
가이드 핀과 함께 런너 스트리퍼 판, 고정측 형판, 가동측 형판의 위치를 잡아 주는 역할
② 풀러 볼트 (인장볼트, Puller Bolt)
금형이 열릴 때 런너 스트리퍼 판을 당겨 주는 기능과 고정측 형판과 가동측 형판 사이를 열어 성형 제품을 뽑기 위한 파팅 기능을 한다.
③ 런너 스트리퍼 플레이트 (Runner Stripper Plate)
3단 금형에서 고정측 설치판과 고정측 형판 사이에 설치한 것으로, 스푸루 부시에 있는 스푸루를 뽑아내는 기능을 한다.
1-1. 3단 금형의 특징
① 게이트의 위치 선정이 자유롭다. (게이트의 이상적 위치 선택)
② 핀포인트 게이트를 채용할 수 있다. (게이트를 절단하는 후가공이 불필요)
③ 성형품과 스푸루, 런너, 게이트를 각각 취할 수 있다.
④ 형개 스트로크가 큰 성형기가 필요하다.
⑤ 구조가 복잡하여 내구성이 떨어진다.
⑥ 금형비가 비싸다.
⑦ 성형 사이클이 길다.
1-2. 3단 금형의 선택 이유
① 게이트 처리의 공정을 생략하기 위해
② 성형품의 가장자리 이외에 핀포인트 게이트를 사용하고자 할 때
③ 사이드 게이트를 채용하는 경우 흐름의 균형을 고려하여 런너를 다른 플레이트에 설치하고자 할 때
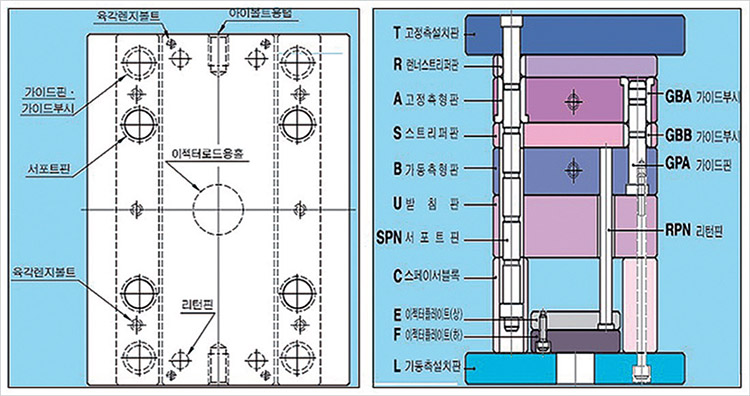
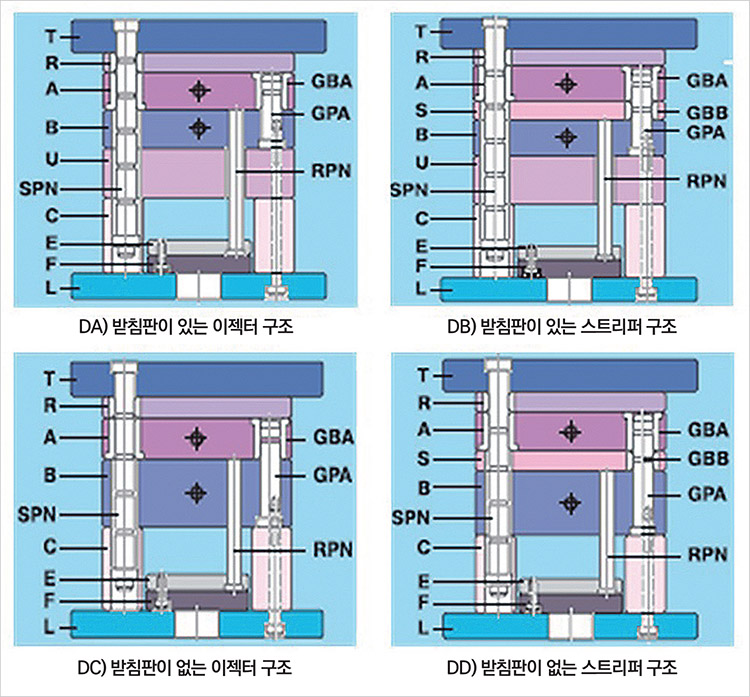
1-3. 3단 금형 몰드 베이스 (Mold Base)
1-4. 3단 금형의 구조
① 사용 빈도가 많은 형대의 몰드 베이스는 표준으로 하여 상품화하여 판매하고 있다.
② 코스트 다운, 납기 단축
③ 게이트 방식에 의해 P(핀 게이트) 시리즈: 8타입
④ 플레이트 수에 의해 3 플레이트 타입: DA, DB, DC, DD, EA, EB, EC, EH, 기타(DE, DF) 타입
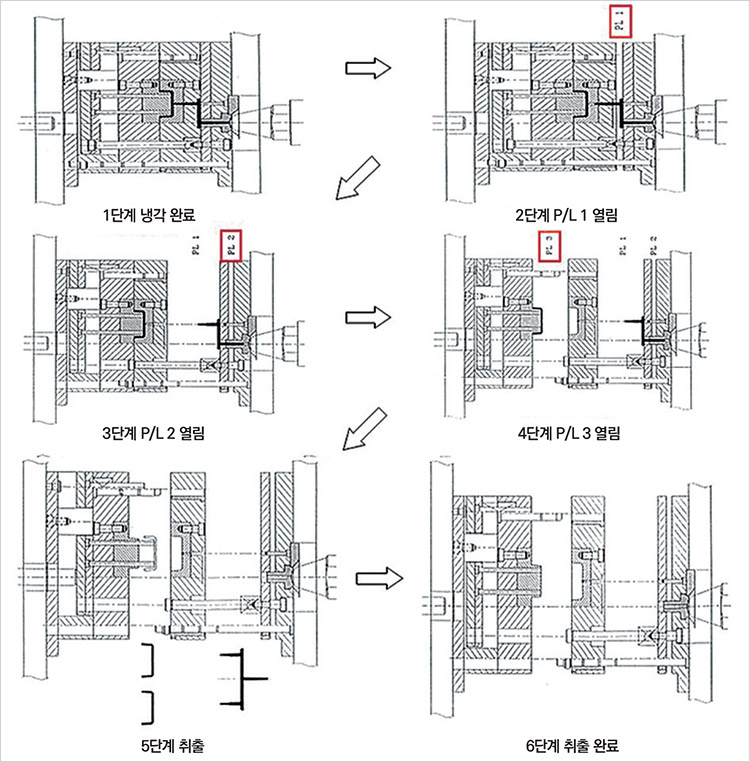
1-5. 3단 금형의 작동 순서
캐비티를 만드는 가동형 금형(코어 금형)과 고정형 금형(캐비티 금형)의 기본 구조에서 고정형 금형 위에 한 개 금형(판)이 더 추가된 금형 구조
- 1 단계 : 가동측 전진(금형 닫힘) → Nozzle 전진 → Injection(사출) → Cooling(냉각)
- 2 단계 : Parting Line 1 열림
- 3 단계 : Parting Line 1이 완전히 열림 → Puller Bolt로 인하여 P/L 2 열림
- 4 단계 : Parting Line 3 열림
- 5 단계 : Ejector Rod 전진 → 제품이 Core 면에서 이탈 → Runner 취출
- 6 단계 : Ejector Rod 후진 → 밀판 후퇴 → 금형 닫힘
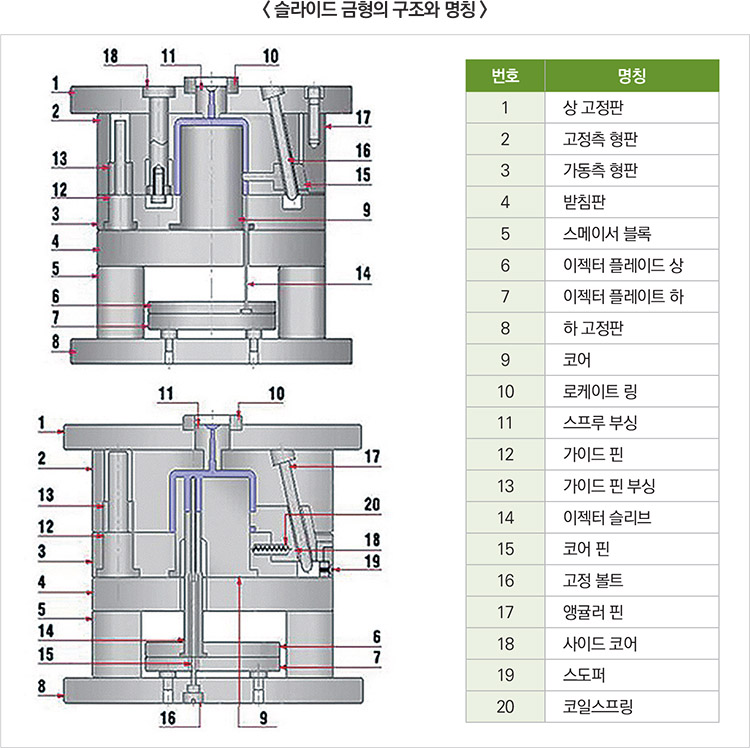
2. 특수금형
2-1. 슬라이드 코어 금형
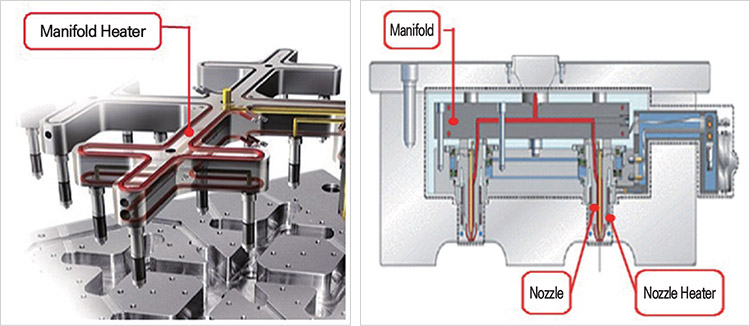
2-2. 핫런너 금형
사출성형기에서 금형의 Cavity에 이르는 수지의 흐름 부위(Sprue와 Runner)에 열을 가하는 방법으로 수지가 항상 용융된 상태를 유지하도록 함으로써 Sprue나 Runner의 생성 없이 계속해서 사출을 가능케 하는 부품
- 장점
① 런너 형상이 없음으로 사이클 타임 단축
② 형개 거리 단축 등을 통한 생산성 향상
③ 런너에 의한 수지 손실이 없음
④ 제품과 게이트가 분리되어 제품 후가공이 필요 없음
⑤ 금형 내압이 감소하여 사출 속도 증가 가능
⑥ 다점 게이트 제작이 용이
⑦ 게이트 온도조절을 통해 유동을 자유로이 조절할 수 있다.
- 단점
① 금형 온도제어가 필요하다.
② 사출 제품 색상 교환이 어렵다.
③ 온도에 민감한 수지와 온도 변화에 대하여 점도가 급격히 변하는 수지를 사용하는 금형은 게이트 설계에 신중을 기해야 한다
- 시스템 구성도
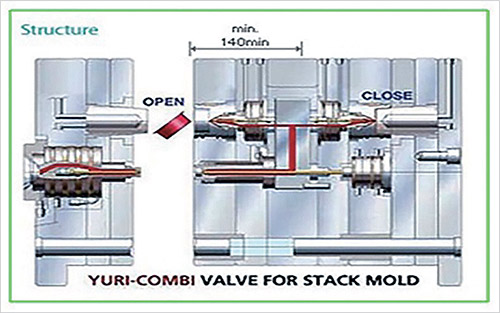
2-3. 스텍 몰드(Steak Moid)
성형기는 깊은 성형품도 성형되도록 형개 스트로크를 설정하고 있는데, 접시와 같이 얇은 성형품은 투영 면적에 비해 형체력에는 여유가 없으나, 스트로크는 여유가 너무 많은 상태로 된다. 이와 같은 경우에 성형기의 형체 능력을 2배로 해서 사용하려고 설계된 것이 스텍 몰드(Steak Mld) 이다.
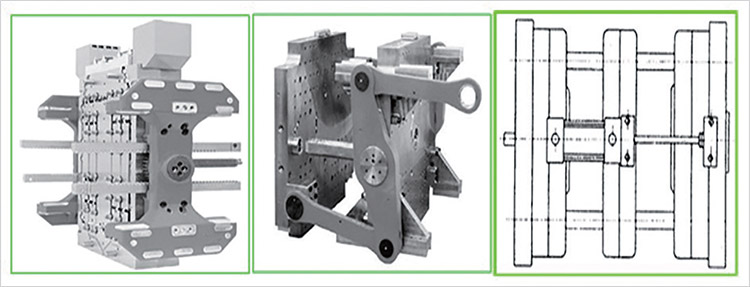
- 구동 시스템
스텍 몰드(Steak Mold)는 런너 플레이트가 2단인 캐비티의 중앙에 배치되기 때문에 양쪽의 성형품을 배출하기 위해서는 양쪽의 캐비티는 가동 프라텐의 1/2 비율로 열려야 한다.
- 구동 시스템의 종류
① 랙과 피티언을 사용한 것
② 토글 장치를 사용한 것
③ 유압 실린더에 의한 방법
- 스텍 몰드(Steak Mold)의 장점
① 성형기의 형체력에 대해 2배의 투영 면적이 취해지기 때문에 기계 설비가 다소 적어도 된다.
② 성형기의 설치 면적이 1/2로 된다.
③ 형 개폐에 관한 전력이 절감된다.
- 스텍 몰드(Steak Mold)와 일반 Mold(1단 빼기)의 생산성
일반적으로 1단 빼기와 비교하면, 성형 사이클은 약간 늘어나므로 생산량은 약 80% 정도 증가한다.