기술과 솔루션




사출성형조건의 기본원칙과 체계적인 금형 시험 Injection Molding Basic & Systematic Mold Proving
작성자 : 편집부
2021-10-09 |
조회 : 4877
자료제공 : LS엠트론 김영기 고문
010-6603-8210 / ykkim2025@gmail.com
5. 성형작업을 위한 준비 및 기계조작
프로세스에 영향을 주는 요소와는 달리, 무결점 생산공정을 확보하기 위해서는 다른 면들이 고려되어야 한다. 즉 이들 고려되어야 할 항목들이 아래에 간략하게 명시되어있다.
1) 금형
만약 이것이 금형의 사전 점검 일부로써 실행되지 않았다면, 생산에 앞서 하기 조항들이 점검되어야 한다.
• 금형의 육안 검사
- 금형에 필요한 수리 작업이 완료되었나?
- 기계에 적합한 금형의 로케이트링, 스프루 부쉬(노즐 구경), 이젝터 커플링을 갖추고 있나?
- 절연판이 설치되어 있나?
- 눈에 보이는 면과 파팅 면에 손상이 있는지 점검했나?
- 깨끗한 밴팅이 공급되었나?
- 날짜 스탬프가 제대로 설정되어 있나?
- 움직이는 부속품에 그리스를 주입하였나?
• 금형 기능성 점검
- 금형 보호 압력과 거리가 최적으로 설정되었나?
- 이젝터 동작이 용이한가?
- 슬라이드가 올바른 위치에 있나?
- 리밋스위치의 기능을 확인했나?
- 금형의 온도조절장치나 유압 배관의 체결상태를 확인했나?
- 이형 공정을 확인했나?
- 가열되는 동안 핫런너나 유지온도의 온도 프로파일을 갖고 있나?
- 모든 냉각수가 제대로 연결되어 있나?
- 온도조절장치의 출력이 충분한가?
- 초물을 철저히 검사했나? (종물과 비교)
• 생산 완료 후 금형 관리
- 금형 청소 후 방청시키고 그리스를 칠한다.
- 금형이 손상되었는지 점검한다.
- 필요 시 금형 수리를 의뢰한다.
- 온도조절장치가 밀폐되도록 온도조절장치의 매체를 드레인시키고 채널을 씰 처리한다.
- 최종 생산품을 금형에 부착시켜 놓는다.
2) 재료
사출성형기, 재료 준비와 설비 주변의 불충분한 청결 상태는 원재료와 성형품에 대한 오염의 원인이 될 수 있다.
- 재료를 교환할 때 드라이어, 필터와 호퍼를 깨끗하게 청소한다.
- 호퍼에 커버를 덮는다.
- 호퍼 안에 자석을 넣는다.
- 개봉한 재료의 백을 막아서 오염으로부터 보호한다.
- 건조 공정 후 수분을 많이 흡수하는 재료는 습기가 많은 장소에 장시간 노출시키지 않는다.
- 건조시간을 포함, 재료 건조를 정확하게 시킨다.
- 사출량이 적은 경우에는 수분 흡수를 방지하기 위해서 호퍼 안의 수지량을 조절한다.
3) 기계
사출성형기, 금형과 주변장치에 대한 주기적인 유지관리는 생산 중에 발생할 수 있는 불필요한 중단을 줄여준다.
- 안전과 기능에 관련된 모든 감시장치를 규칙적으로 점검한다.
(예를 들면 안전문과 커버, 그리고 리밋스위치와 위치 센서 등)
- 작동유의 온도와 레벨, 그리고 상태(청정도, 동점도, 금속 함유량 등)를 점검한다.
- 중앙윤활유 공급장치 혹은 기계의 윤활 상태를 점검한다.
- 실린더(바렐)의 수지 공급 부의 온도를 점검한다.
- 온도센서의 기능과 올바른 설치 위치를 확인한다.
- 밴드 히터의 올바른 설치와 고정상태 등을 확인한다.
- 난리턴밸브(스크류 팁)의 기능을 점검한다.
- 가소화 실린더(바렐)의 마모상태를 점검한다.
- 기계의 누유 상태를 점검한다.
- 최대 형체력이 충분한 지 확인한다.
4) 주변장치
- 온도조절장치에 올바른 작동온도를 설정했나?
- 처리량이 충분한가?
- 사용된 온도조절장치의 용량은 충분한가?
- 재료 운송을 점검했나?
5) 공정 변이
사이클 시간이나 품질 변화가 하기 항목에 의해서 원인이 될 수 있다.
- 잔여 쿠션량에 변동이 있나?
• 난리턴밸브(스크류 팁)와 가열 실린더의 마모 점검
• 정확한 석백 설정
• 계량 조건 확인
• 초기 사출 속도 증가(난리턴밸브(스크류 팁)의 닫힘 동작 특성을 증가시켜 주기 위함)
- 정확한 배압을 설정해라.
- 쿠션량이 최적의 범위 내에 너무 적거나 크지는 않나?
- 계량 시간에 변동이 있나?
- 계량 시간이 냉각 시간 이내에 들어오나?
- 매우 짧은 계량 시간은 열적·기계적 재료의 이질성에 대한 결과를 초래할 수 있다. (기계의 계량용량 점검)
- 사출량이 스크류 직경에 적합한가?
- 사출 압력에 큰 변화가 있나?
- 절환점이 초과하거나 미달하진 않는가?
- 절환점에 도달하자마자 스크류가 뒤로 밀리나?
- 수지 공급부의 온도를 점검하라.
- 수지 공급부에서의 재료 공급이 원활한가?
- 압력이 사출 압력 한계까지 도달하나?
- 용융온도의 측정값이 추천하는 공정온도의 범위 내에 있는가?
- 용융이 설정한 사출 프로파일대로 사출되어야 한다.
- 니들 온도계로 온도를 측정하라.(기계의 프레임에서 사출된 재료를 제거시킨다.)
- 생산 중 금형 온도에 변화가 있는가?
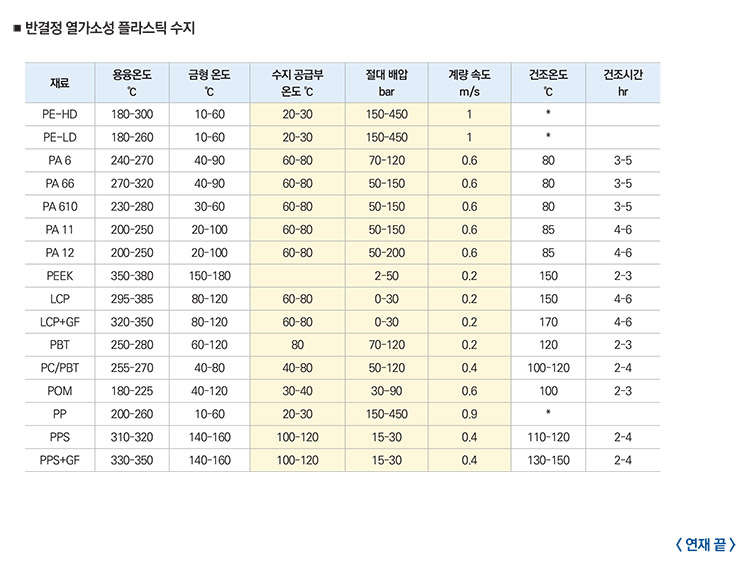
6. 플라스틱 수지 데이터