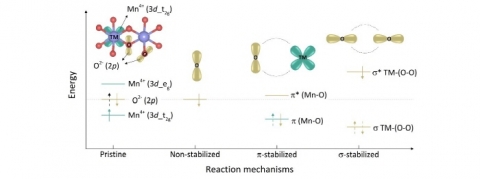
- 산소 산화·환원 반응의 열화 원인 규명 및 새로운 나트륨 이차전지 양극 소재에 대한 설계 방향성 제시- 세계적 학술지 네이쳐 머터리얼즈(Nature Materials, IF=38.887) 논문 게재 서울대학교 공과대학(학장 이병호)은 재료공학부 강기석 교수 연구팀(음동건 연구원)이 산소 산화·환원 반응의 열화 메커니즘을 규명하고, 이를 통해 차세대 나트륨 이차전지용 양극 소재를 새롭게 설계하는 데 성공했다고 3월 23일 밝혔다. 왼쪽부터 강기석 서울대 재료공학부 교수, 음동건 연구원 이번 연구로 향후 높은 에너지 밀도를 갖는 나트륨 이차전지용 양극 소재 개발에 새로운 패러다임을 제시할 것으로 전망된다.최근 리튬과 코발트, 니켈의 원자재 가격이 지속적으로 폭등하면서 리튬 이차전지 양극 소재의 안정적인 수급에 어려움을 겪고 있다. 이에 매장량이 풍부하며 가격 경쟁력이 높은 나트륨과 망간을 주 양극 소재 원료로 사용하는 나트륨 이차전지가 새로운 대안으로 연구되고 있다. 하지만 나트륨 이차전지의 경우 리튬 이차전지보다 낮은 에너지 밀도를 갖는다는 점에서 명확한 한계가 존재했다.이에 대한 해결책으로 무거운 전이 금속 대신, 산소를 통한 산화·환원 반응으로 양극 소재의 성능을 높이는 노력이 전 세계적으로 이뤄지고 있다. 재료의 결정 구조를 이루는 산소를 전기화학 반응에 추가적으로 참여시켜 에너지 밀도를 비약적으로 높일 수 있다는 점이 획기적이다.그러나 산소 산화·환원 반응은 일반적으로 산소 가스 발생, 전압 및 용량 강하와 같은 비가역적인 현상을 수반해 재료가 빠르게 열화되는 특징이 있어 상용화에 큰 어려움이 있다.강기석 교수 연구팀은 이 같은 비가역적인 특성이 본질적으로 전기화학 반응 시의 산소 안정화 메커니즘의 편중에서 비롯됐다는 것을 밝혔다. 3가지 산소 안정화 메커니즘에 대한 모식도[비 안정화, π(파이)-안정화, σ(시그마)-안정화)] 산소 안정화 메커니즘에는 총 3가지의 서로 다른 반응 경로가 존재한다는 발견을 통해 특히 산소 간의 강한 결합을 유도하는 σ(시그마) 유형의 안정화 메커니즘이 산소 산화·환원 반응의 비가역성을 초래한다는 점을 규명했다. 구팀은 이런 원론적인 이해를 바탕으로 안정적인 산소 산화·환원 반응을 위한 설계 방향성을 새롭게 제시했다. 우수한 에너지 효율 및 안정적인 수명 특성을 지닌 새로운 나트륨 이차전지용 양극 소재를 설계했다.강기석 교수는 이번 연구에 대해 “리튬 이차전지를 대체할 높은 에너지 밀도의 차세대 이차전지 소재의 설계 방향을 제시했다는 점에서 의미가 있다”며, “앞으로 나트륨 이차전지 상용화에 기여할 우수한 연구 결과다”고 말했다.이어 “복잡한 산소 산화·환원 반응에 대한 정확한 이해가 부족해 선행 연구팀들마다 서로 다른 해석이 발표돼왔는데, 이번 연구를 통해 정확한 메커니즘 규명을 했다는 점에서 의의가 있다”고 강조했다.이번 연구 결과는 세계적으로 자연 과학 분야에서 가장 권위 있는 학술지인 Nature Materials에 3월 17일 자로 온라인 게재됐다.한편 이번 연구는 강기석 교수가 지도하고 석박사통합과정 음동건 연구원이 주도적으로 진행했으며, 한국연구재단 미래소재디스커버리 사업 탄소유기체에너지소재 연구단)의 지원으로 수행됐다. 문의: 서울대학교 재료공학부 강기석 교수 02-880-7088 / matlgen1@snu.ac.kr
편집부
2022-04-04