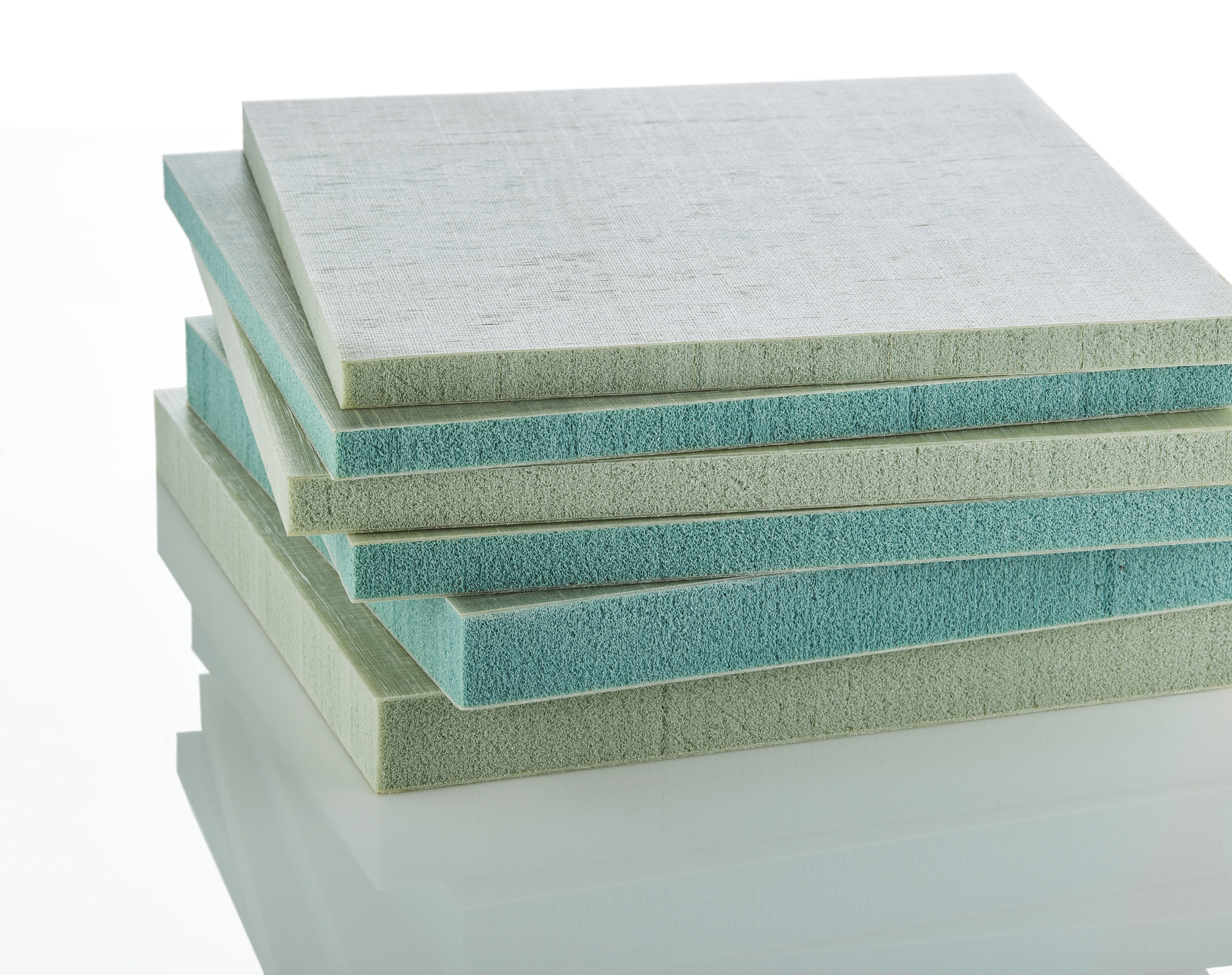
With a weight savings of more than 50% versus plywood, these continuous-fiber reinforced thermoplastic sandwich panels offer boat manufacturers a lighter, more efficient alternative to traditional marine construction materials.▲ PolyOne to unveil Hammerhead marine composite panelsBeyond weight reduction, Hammerhead panels can improve installation and labor productivity because they replace the typical wood, hand lay-up and vacuum assisted process with a consolidated, ready-to-install panel. Applications range from structural to cosmetic in areas such as bulkheads, decking, ceilings, hatches, covers, cabinetry, fittings, transoms, and stringers. The new panels are currently available through Composites One, a materials distributor to the marine industry.Hammerhead Marine Composite Panels consist of thermoplastics, continuous glass-fiber face sheets, and foam cores. This configuration brings unique characteristics such as improved bondability to various surfaces, enabling thermal lamination to different materials and finishes for increased design flexibility compared with traditional assembly methods.“Boat builders now have an innovative alternative based on strong, lightweight thermoplastic materials that can remove multiple production steps for better quality and economics,” said Matt Borowiec, general manager, PolyOne Advanced Composites.PolyOne Advanced Composites will feature Hammerhead Marine Composite Panels at CAMX.More information: www.polyone.comSource: http://www.jeccomposites.com/knowledge/international-composites-news/polyone-unveil-hammerhead-marine-composite-panels?utm_source=SalesForceMarketingCloud&utm_medium=email&utm_campaign=World+Market+News+N.+721
Aeyoung Park
2017-12-18